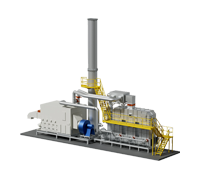
在工業生產中,印刷、涂裝、化工、電子等行業排放的揮發性有機物(VOCs)嚴重威脅生態環境與人體健康。作為工業廢氣治理領域的創新者,正州環保針對 VOCs 治理難點,深度研發RCO 催化燃燒設備,通過 "催化氧化 + 余熱回收" 核心技術,為企業提供高效、節能、安全的廢氣處理方案。
一、技術原理與核心優勢
RCO(Regenerative Catalytic Oxidation)催化燃燒設備采用 貴金屬催化劑(鉑、鈀)降低 VOCs 活化能,使有機物在 200-400℃低溫條件下發生氧化反應,生成無害的 CO?和 H?O,相較于傳統焚燒(700-1000℃)能耗降低 60% 以上。核心流程包括:
-
預處理:通過干式過濾器去除廢氣中粉塵(過濾效率≥99%),避免催化劑中毒;
-
吸附濃縮:采用蜂窩狀活性炭 / 沸石轉輪吸附低濃度廢氣,濃縮倍數可達 10-20 倍;
-
催化燃燒:濃縮廢氣進入催化燃燒室,在催化劑作用下發生無焰燃燒,分解率≥99%;
-
余熱回用:通過板式換熱器回收熱量,用于預熱進氣或廠區供暖,熱回收率>95%。
(二)五大核心技術突破
-
催化劑性能升級自主研發的耐高溫堇青石蜂窩催化劑,活性涂層負載量提升 30%,起燃溫度降至 180℃,對苯系物、酮類、酯類等 30 + 種 VOCs 均有高效分解能力,使用壽命延長至 8000 小時以上。
-
采用三維螺旋導流板,使廢氣在催化床層分布更均勻,阻力降低 20%;
-
蓄熱體選用 99% 高純陶瓷蜂窩體(比表面積 1100m2/m3),熱交換效率提升 15%,冷啟動時間縮短至 30 分鐘。
-
集成 PLC + 觸摸屏控制,實時監測溫度(精度 ±1℃)、壓力、濃度等 12 項參數;
-
配置雙重阻火器 + 泄爆裝置 + CO 濃度聯鎖保護,遇突發情況自動切斷進氣并啟動氮氣吹掃,響應時間<2 秒。
-
模塊化安裝設計設備采用集裝箱式模塊化結構,現場安裝周期縮短 50%,適配不同廠房布局。針對防爆區域(Ex IIB T3),可選配防爆電機、防爆電磁閥,滿足 ATEX 防爆認證要求。
-
全工況適配能力可處理廢氣濃度范圍廣(500-8000mg/m3),針對高濕度(RH≤90%)、含少量硅烷 / 硫類廢氣,定制抗硫中毒催化劑及防堵塞預處理裝置。
三、行業解決方案與應用案例
(一)典型行業應用
-
印刷包裝行業針對凹版印刷機排放的乙酸乙酯廢氣(濃度 1500mg/m3),采用 "活性炭吸附 + RCO 催化燃燒" 組合工藝:
-
脫附后的高濃度廢氣(15000mg/m3)進入 RCO 裝置,分解率達 99.2%,排放濃度<10mg/m3(優于 GB 37824-2019 標準);
-
余熱回收系統滿足車間 5000㎡冬季供暖,年節約天然氣 12 萬立方米。
-
汽車涂裝行業在某新能源汽車廠涂裝線廢氣治理項目中,針對中涂和面漆線排放的混苯廢氣(含苯、甲苯、二甲苯,濃度 2000mg/m3),配置沸石轉輪 - RCO 一體機:
-
沸石轉輪濃縮倍數 15 倍,處理風量從 80000m3/h 降至 5300m3/h;
-
RCO 裝置采用分段式加熱,結合智能變頻控制,能耗較傳統設備降低 40%;
-
系統穩定運行 2 年,累計處理廢氣 1.2 億立方米,減排 VOCs 超 200 噸。
-
化工合成行業處理醫藥中間體生產廢氣(含丙酮、甲醇、丁酮,濃度 3000mg/m3,濕度 85%):
-
前端增設冷凝除水 + 纖維濾筒除塵,去除 90% 水分及顆粒物;
-
選用耐濕型催化劑,在相對濕度 80% 條件下仍保持 98% 分解效率;
-
設備集成廢氣濃度預警系統,當 VOCs 濃度波動時自動調整燃燒功率,保障安全運行。
(二)客戶價值
-
環保合規:排放指標優于國家標準及地方超低排放標準;
-
成本節約:余熱回用降低運行成本,典型項目投資回收期≤18 個月;
-
安全無憂:通過 SIL2 安全等級認證,故障診斷系統提前 72 小時預警催化劑失效風險。
四、服務體系與資質認證
(一)全流程服務保障
-
售后:7×24 小時遠程監控,通過物聯網平臺實時追蹤設備運行狀態;
-
定期催化劑活性檢測(每年 1 次),提供 5 年設備質保及催化劑再生服務。
五、技術研發與未來規劃
正州環保持續投入催化材料研發,2025 年重點推進:
-
低溫催化劑:研發起燃溫度≤150℃的納米級催化劑,適用于低溫工況;
-
數字化運維:開發 RCO 設備數字孿生系統,通過 AI 算法優化燃燒參數,能耗再降 10%;
-
碳中和協同:探索 VOCs 處理與 CO?捕集耦合技術,助力企業實現碳減排目標。
作為工業廢氣治理的踐行者,正州環保始終以技術創新驅動綠色發展。我們提供從方案設計到運營維護的全鏈條服務,助力印刷、涂裝、化工等行業高效解決 VOCs 排放難題,守護藍天白云,共創低碳未來。





















 189-2315-4326
189-2315-4326
 首頁
首頁